Midiendo el OEE: Manual y Automaticamente

Reporte de la Manufactura Colombiana, Octubre 2017
01/10/2017
Reporte de la manufactura Colombiana, Noviembre 2017
01/11/2017
Si tomó la decisión de comenzar a medir el OEE en su planta, queremos felicitarle y asegurarle que va por el camino correcto hacia un aumento significativo en la producción. Independientemente del método que elija para medir, puede consultarnos cualquier pregunta que tenga al respecto.
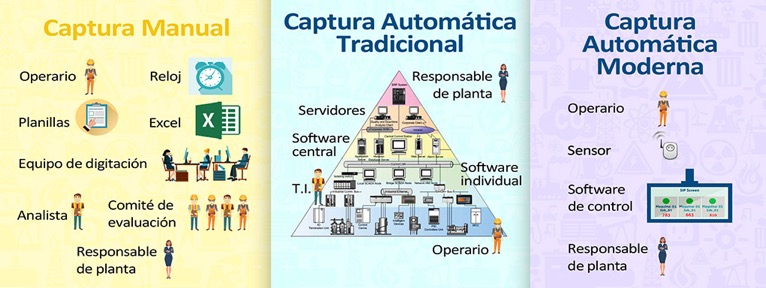
Hay tres maneras para capturar los datos necesarios para medir el OEE y vamos a explicar los pasos para hacer cada una:
- Medir el OEE manualmente
- Medir el OEE de manera Automática Tradicional.
- Medir el OEE de manera Automática Moderna.
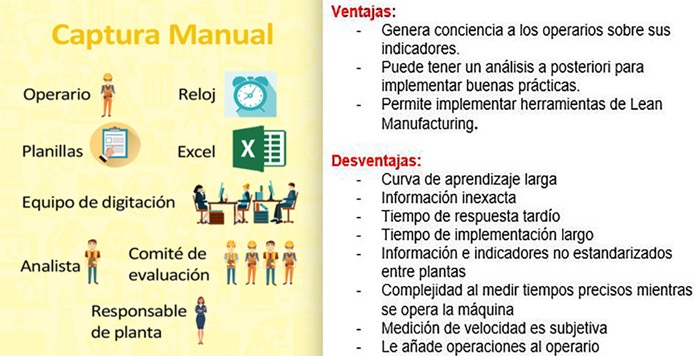
1. Medir el OEE manualmente:
Para la medición manual se debe hacer un formato y utilizarlo en cada máquina que vaya a evaluar. Los datos importantes en el formato son:
- Orden de producción
- Alistamiento de la máquina
- Tiempo de Producción
- Unidades producidas
- Cantidad de desperdicio
- Paradas
Estos datos deben medirse en cada turno que la máquina esté en funcionamiento y los tiempos deben ingresarse cada vez que suceden (nunca al finalizar el turno) con reloj en mano.
Un equipo de digitadores se encargará de recoger estas planillas siempre a la misma hora e ingresarla a un formato en Excelpara entregársela al analista de producción que generará un reporte de producción diario. Luego, debe organizar un comité de seguimiento que, en no más de 5 minutos, revise que la información está actualizada y al día.
Con los datos de este reporte aplicará la fórmula del OEE:
Disponibilidad X Rendimiento X Calidad = OEE
Disponibilidad es el porcentaje del tiempo que la máquina estuvo operativa. Ej, si en un turno de 8 horas, la máquina estuvo produciendo 6 horas funcionales, tendrá una Disponibilidad del 75%.
Rendimiento son las unidades producidas comparadas con la velocidad crucero de la máquina. Ej, si el equipo tiene una capacidad de producción de 10 unidades por minuto, pero en realidad produjo 8, representará un Rendimiento del 80%.
Calidad es el porcentaje de la producción total que se produce sin defectos. Ej, si de 1000 unidades producidas, 100 no cumplen los estándares, la Calidad estará en 90%.
Como ya hemos mencionado en nuestro artículo “7 tips” , cada uno de estos porcentajes revela una línea clave a mejorar y un procedimiento diferente para cada una.
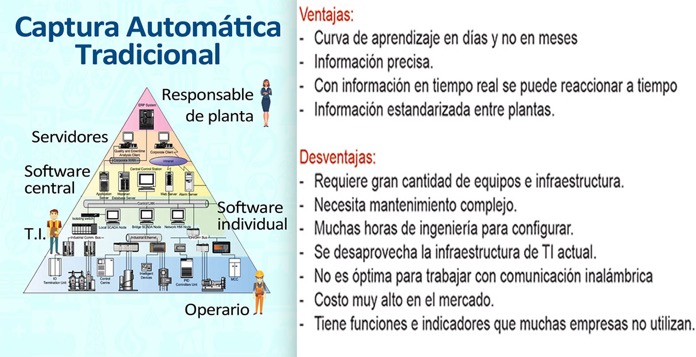
2. Medir el OEE de manera Automática Tradicional:
Para medir el OEE de esta manera, deben hacerse algunas adecuaciones físicas que constan de:
- PLCs para cada máquina, se necesita una adecuación diferente dependiendo de la tecnología de cada una. Hay que configurar un software que interpreta la información de todos los PLCs en un estándar.
- Infraestructura de servidores donde se recopile la información (Licencias SCADA e HISTORIAN).
- Segundo nivel de servidores donde se procesa la información y se envía al centro de control. (SISTEMAS MOM, MES, EDM)
- Unidad donde se encuentra el ERP, la cual será revisada por el equipo encargado de las plantas.
Los datos recopilados con este método son mucho más completos y tienen un histórico más amplio que el método manual. Los indicadores claves, como el OEE, serán calculados automáticamente.
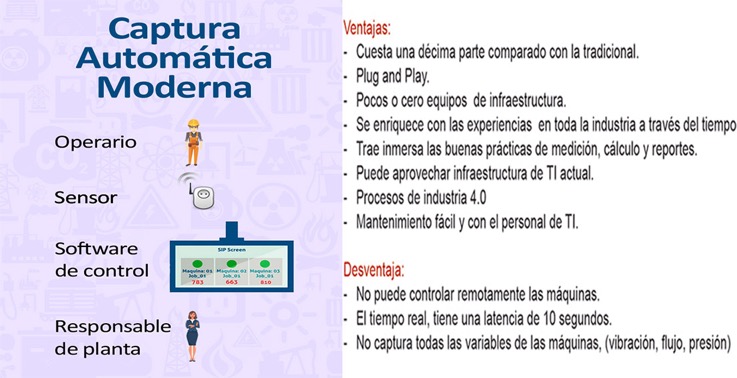
3. Medir el OEE de manera Automática Moderna:
Para este tipo de medición se debe implementar un sensor (en la mayoría de los casos independientes a los plc que se tengan) en cada máquina que desea medir, instalar un software especializado donde reportarán todos los sensores y hacer una configuración inicial, que consta de:
- Velocidad crucero de la máquina
- Se recomienda elegir 30 posibles causas de paro en la máquina
El software se encargará de tomar los tiempos automáticamente, de llevar el conteo de las unidades producidas y de las unidades defectuosas. Además le preguntará al operario el motivo de cada paro cada vez que ocurra (elegirá entre los 30 recomendados que se configuraron).
Finalmente el software generará los reportes y calculará el OEE automáticamente, poniéndolo a disposición de las personas involucradas a través de pantallas en la planta y de archivos en línea.
Si quieres recibir artículos como estos al correo inscríbete! Haz click Aquí.
Lo invitamos a ver el video de cómo funciona nuestra plataforma GESPLINE : Click Aquí!

{kind=link}
{kind=link}
{kind=link}