PASOS PARA CALCULAR EL OEE (Overall Equipment Efficiency o Eficiencia General de los Equipos)

Cuál de estos pasos te hace falta para ser una empresa de Manufactura de Clase Mundial
07/01/2016
Alertas luminosas y Alertas visuales Sistemas Andon
06/04/2016
El sistema de medición OEE, es un enfoque altamente sofisticado para el análisis de las pérdidas productivas, que permite al usuario identificar las verdaderas causas de dichas pérdidas.
El éxito de las metodologías de fabricación moderna, tales como Lean Manufacturing ó TPM (Total Productive Maintenance), depende en gran medida de la medición precisa y el análisis de los datos de producción.
El OEE mide todos los parámetros fundamentales en la producción industrial, los cuales se muestran a continuación:
DISPONIBILDIAD
Mide las pérdidas de los equipos debido a paros programados o no programados, esto depende de cada compañía, se recomienda incluir ambos.
Rendimiento:
Mide las pérdidas causadas por el mal funcionamiento del equipo mientras produce unidades, pequeñas paradas, o micro paradas, las causadas por el no funcionamiento a la velocidad requerida y al rendimiento determinado por el fabricante.
Calidad:
Es el porcentaje de la producción total que se produce sin defectos.
 |
|
 |
El OEE se calcula en diferentes ocasiones de diferentes maneras, algunos casos restan solo las paradas no programadas, en otros casos usan formulas diferentes pero el resultado es el mismo. Aquí mostramos una manera sencilla de hacerlo, pueden comprobar con sus fórmulas y evaluar los resultados.OEE = Disponibilidad x Rendimiento x CalidadDisponibilidad = ( Tiempo disponible – tiempo improductivo o paros ) / tiempo disponible. *Esta fórmula en ocasiones el tiempo disponible es sin tener en cuenta los paros programados. Se recomienda poner el total de horas del turno y el total de paros puesto que los paros programados son susceptibles de mejora.
Rendimiento= Unidades reales / ( Tiempo efectivo o sin paros x Velocidad estándar) *Esta puede variar a Velocidad / Velocidad Estandar. El resultado será el mismo. |
 |
Vamos a calcular como ejemplo el OEE Real de una línea de producción, durante un turno de 8 horas, que tiene una capacidad productiva de 1.000 piezas/hora. A modo de ejemplo, consideraremos que la línea produce piezas durante sólo 6 horas (disponibilidad del 75%), que fabrica una media de 700 piezas/hora (rendimiento del 70%), y que al finalizar el turno ha fabricado 168 piezas defectuosas (calidad del 96%):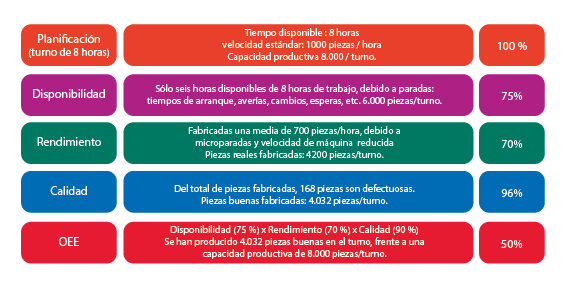 OEE del 50% nos indica que se debe analizar y ejecutar acciones de mejora con los tiempos no productivos y el funcionamiento de la velocidad requerida de la máquina. |
 |
Un valor OEE del 100% es en la práctica inalcanzable y nos va ayudar a que trabajemos sistemáticamente en la mejora continua. El OEE nos permite además comparar entre sí máquinas, células productivas, líneas de producción, turnos de trabajo, plantas productivas e incluso nos permite compararnos respecto a las mejores de nuestro sector industrial. El OEE se puede clasificar según el nivel de excelencia, siendo en términos generales:
|
 |
Medir el OEE en tiempo real tiene un valor incalculable, pues se pueden abordar los problemas al instante, y no tres días después, incluso 30 días después cuando ya no se puede hacer nada por lo que ya pasó. Las plantas de producción son un mundo cambiante en el día a día, y tener información y alertas en tiempo real es fundamental en el mundo de hoy para abordar las caídas de productividad en tiempo real.PROALNET ofrece una plataforma para el cálculo del OEE en tiempo real, es una empresa que provee soluciones tecnológicas para la optimización y mejoramiento de los procesos productivos industriales. Actualmente provee sus soluciones a través de la plataforma GESPLINE – Gestión de la Producción en Línea – y de sus servicios de consultoría especializada. La plataforma GESPLINE es un sistema M.E.S. (Manufacturing Execution System), Captura información en tiempo real de las máquinas en plantas de producción, brinda información confiable, oportuna, estructurada y estadística de las pérdidas de tiempo por paradas ( Indicador Disponibilidad), tiempos muertos, pérdidas de velocidad (Indicador Rendimiento) y pérdidas por calidad de producto no conforme (Indicador Calidad), así como de las causas que las provocan y de cómo relacionarlas con las pérdidas de producción. Todo de manera automática y por medio de sensores. |
Si quieres recibir artículos como estos al correo inscríbete! Haz click Aquí.
Lo invitamos a ver el video de cómo funciona nuestra plataforma GESPLINE : Click Aquí!

{kind=link}
{kind=link}
{kind=link}